各種試験片加工
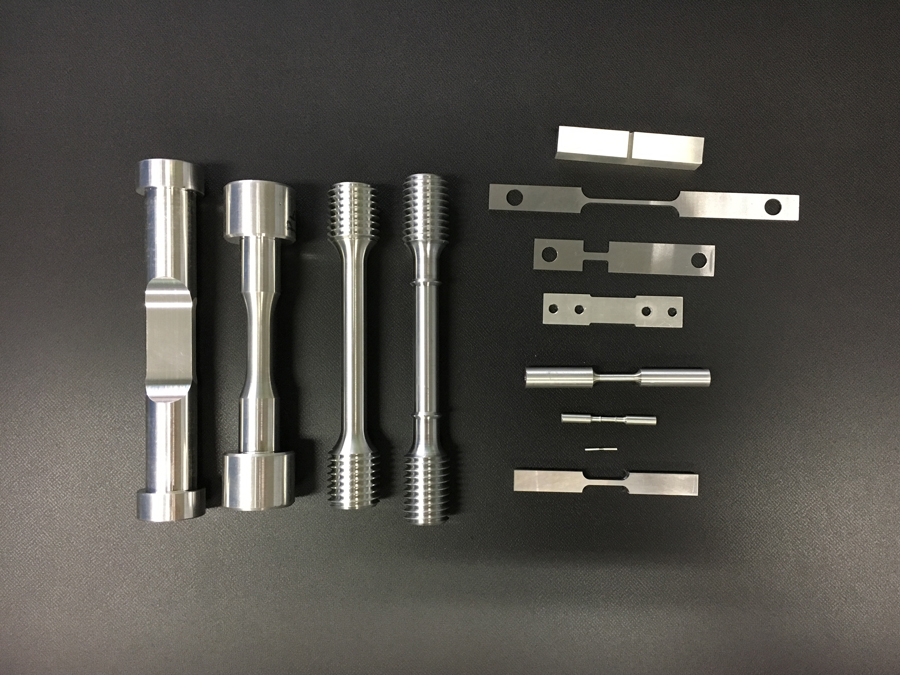 |
当社は、ハンダ試験片を主に35年手がけており、東海地区の研究開発センター及び大学研究室のお手伝いをしております。 難易度の高い試験片加工、材料試験評価を得意とし、ご依頼に応じて高品質の一般機械加工品、試作部品の製作をいたします。 |
|
 |
 |
|
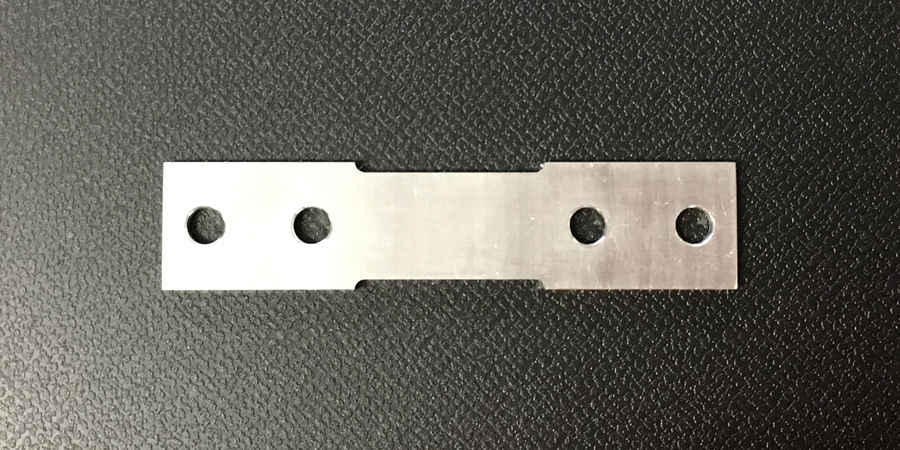
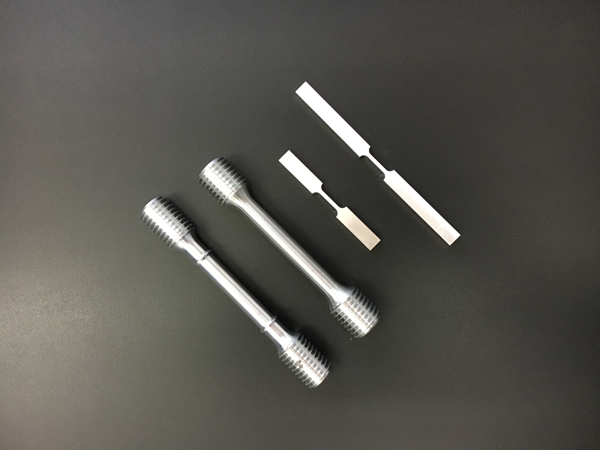
鉛フリーのハンダクリープ試験片
 |
|
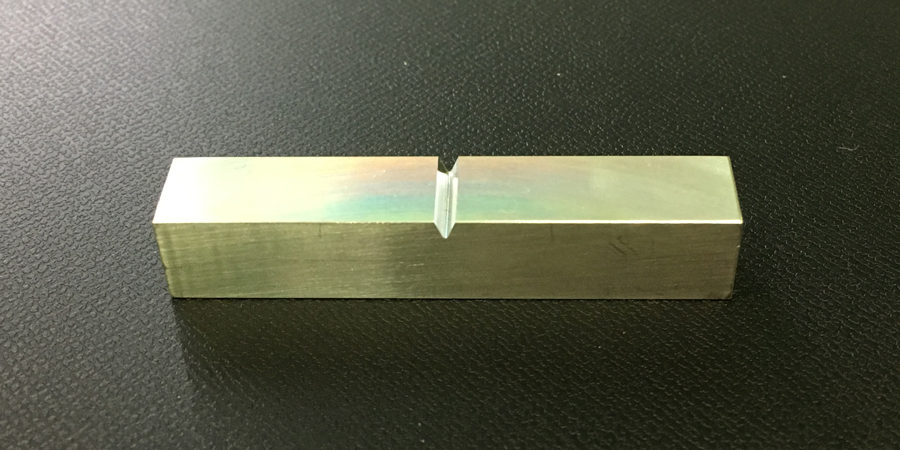
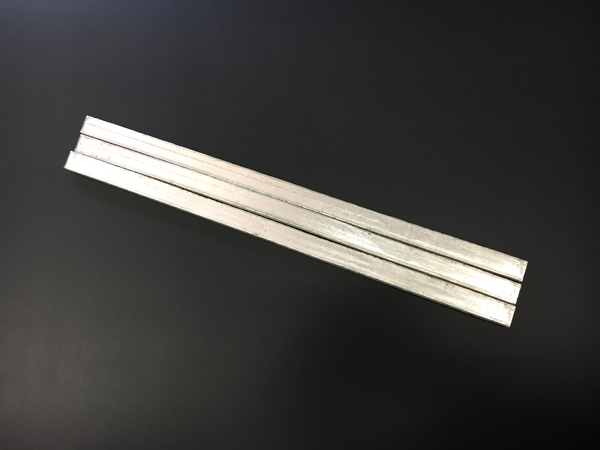
鉛フリーのハンダ板状試験片
 |
|
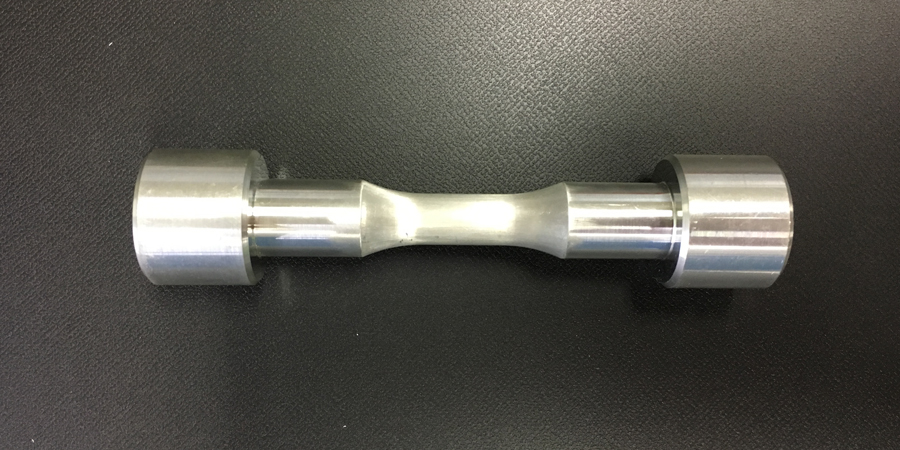
ハイテン材試験片
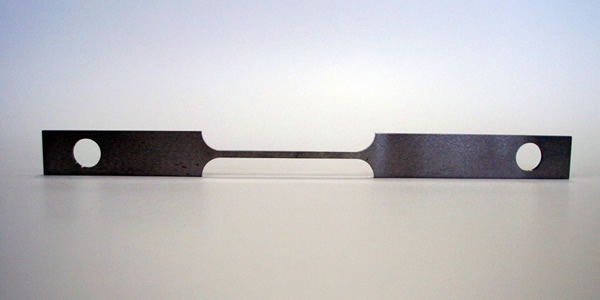 |
ハイテン材(高張力材)の試験片
|
極小クリープ試験片
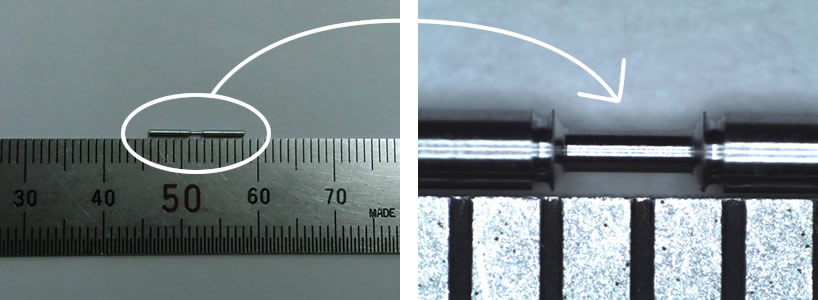 外径Φ0.9 試験部Φ0.5 全長12mm拡大図 外径Φ0.9 試験部Φ0.5 全長12mm拡大図 |
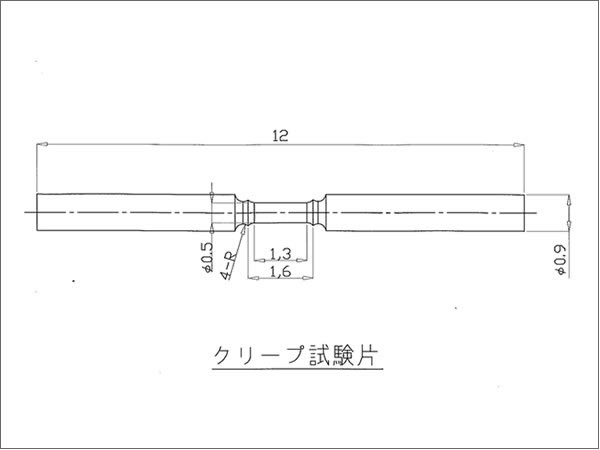 クリープ試験片図面 クリープ試験片図面 |
|
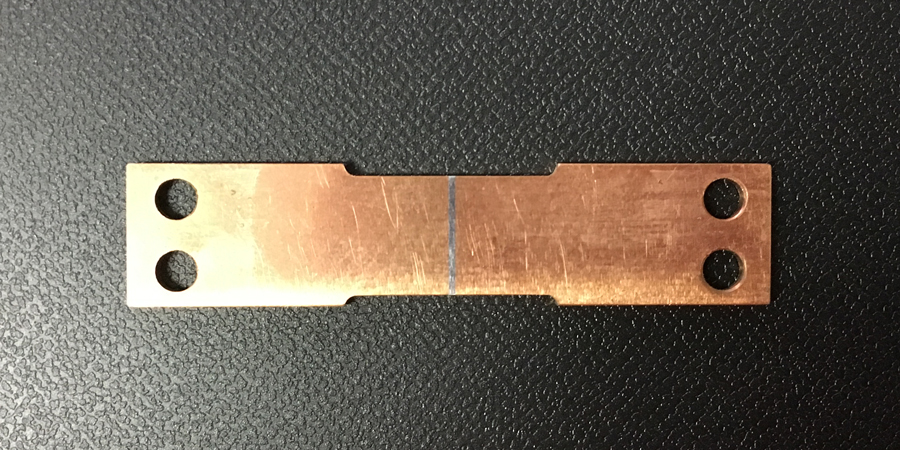
銅を使ったハンダ試験片
 |
ハンダ試験片製造工程
 1. ハンダのインゴットを用意します。 1. ハンダのインゴットを用意します。 |
 2. インゴットを溶解して、不純物を取り除きながら鋳型に流し入れ、水で急冷し鋳物にします。 2. インゴットを溶解して、不純物を取り除きながら鋳型に流し入れ、水で急冷し鋳物にします。 |
 3. 様々な形状の試験片に加工します。 3. 様々な形状の試験片に加工します。 |
微細穴あけ加工
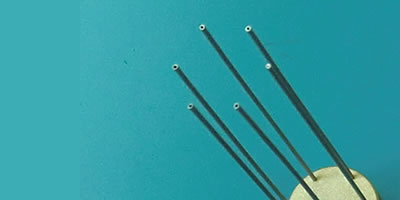
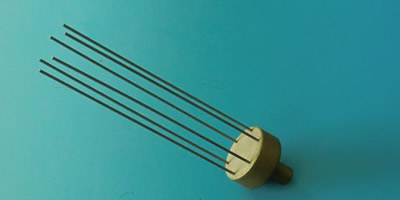
熱電対用多穴ニップル
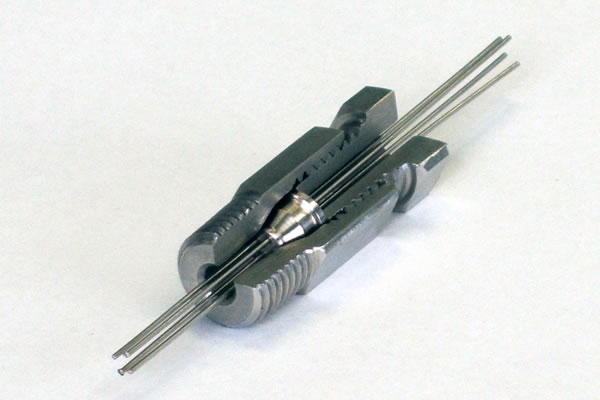 |
 I/8のガスねじと溶接用の2種類があります。 I/8のガスねじと溶接用の2種類があります。 |
≪特徴≫
通常の熱電対用ニップルは1つのニップルにつき1本のシース熱電対が通っているのが普通ですが、当社では1つのインサートに最大5個の微細な穴を開けることに成功し、1つのニップルに5本までシース熱電対を通すことを可能にしました。
このことによって
① コストが削減できる
② 熱電対用ニップルの取付部の加工の手間が省ける
ということを実現し、お客様にも喜んでいただきました。
 実寸写真 実寸写真 |
 上から見た拡大写真 上から見た拡大写真 |
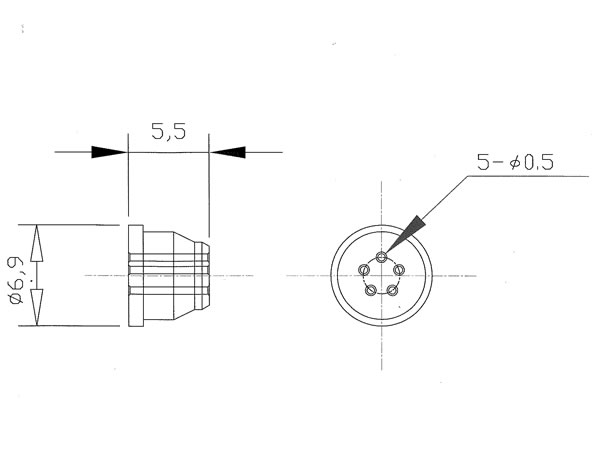 寸法図面 寸法図面 |
特許第3500348号シール装置 番号:特願2000-123861 出願年月日:平成12年4月25日
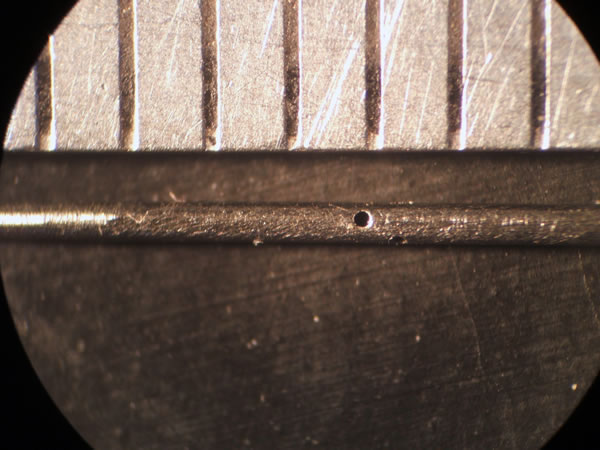
ピトー管
 |
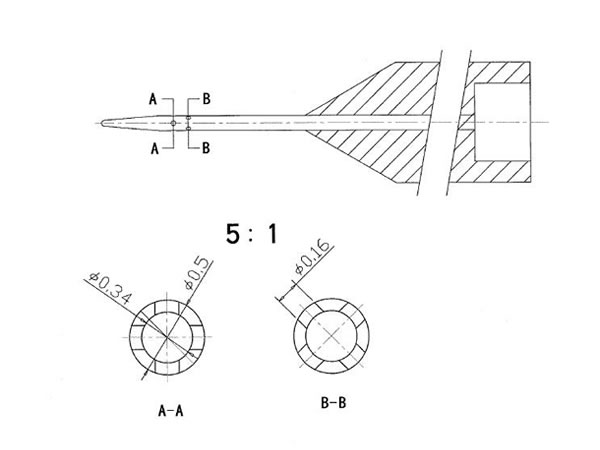 |
外径Φ0.5のパイプにΦ0.16の穴が計8箇所あいています。
ピトー管は、気体および液体の流速を機械的に測定する方法として、最も理論的に優れ、信頼性が高いものです。
加工技術
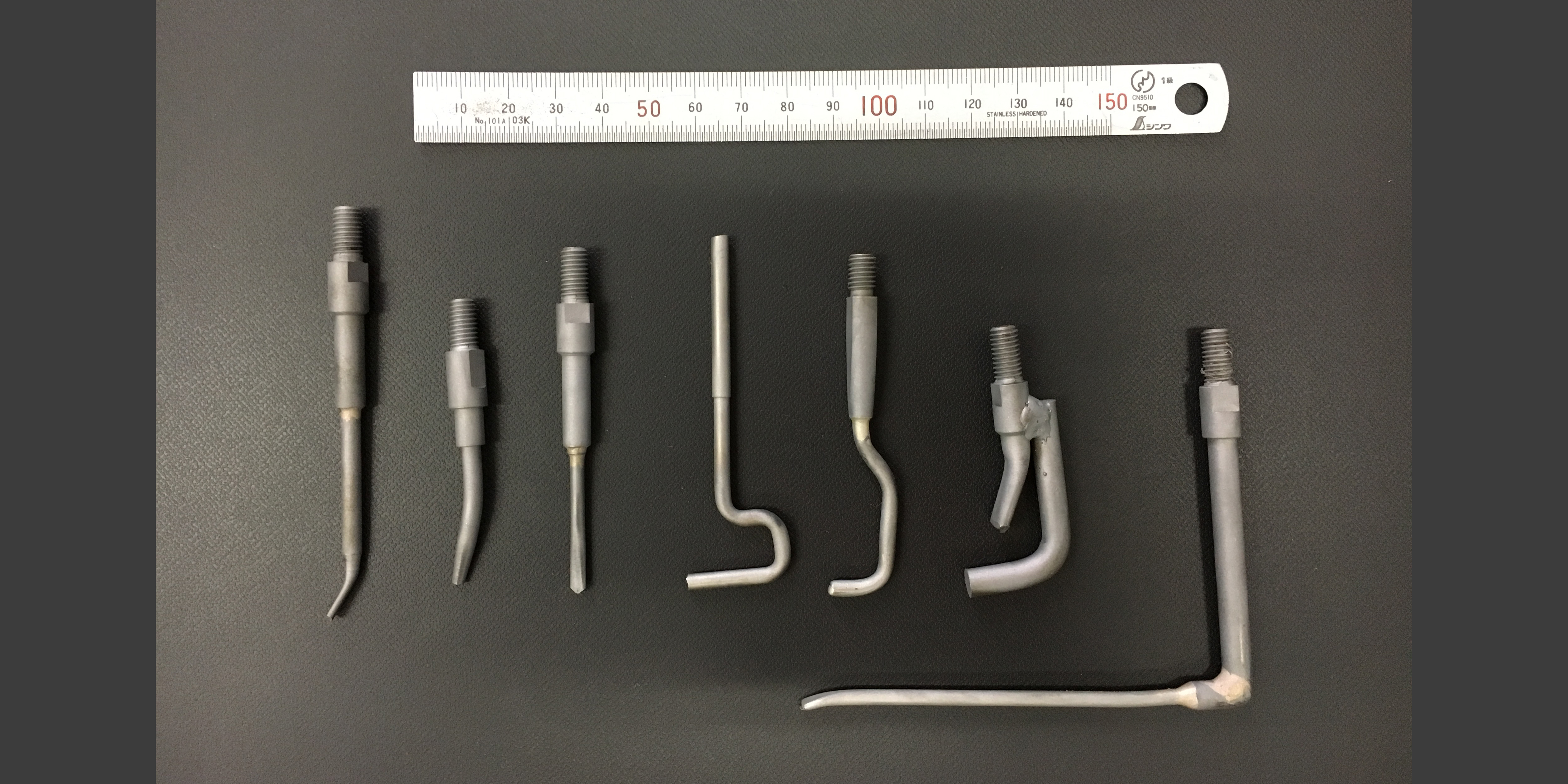
ロウ付け加工
 |
 |
単純なステンレスパイプの曲げ加工と銀ロウ付けですが、数が多く密集してくるとロウ付け部分がリークする危険があり、難しい加工となります。 写真は外径Φ4mmのステンレスパイプを加工したものです。
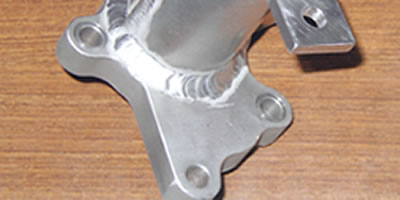
ステンレスパイプの溶接
 |
 |
ステンレスの板を型にあてはめてパイプの半分を作り(しぼり作業)、接合面を手作業で擦り合わせ、溶接してパイプに仕上げます。しぼったステンレスはとてもひずむので、接合面をきれいに擦り合わせるのが難しくなります。
チタン製のパイプ
 |
 |
加工工程は排気パイプと同じですが、素材が純チタンのため接合面の擦り合わせや溶接がステンレスよりさらに難しくなります。
アルミ製のパイプ
 |
 |
これも加工工程は排気パイプと同じですが、アルミは熱伝導率が高いため溶接が困難です。また、形状が複雑であることも加工を難しくしています。
極細パイプの先端研磨加工
 |
 |
極細(外径Φ0.5、内径Φ0.4)パイプの先端が研磨加工してあります。
パイプの曲げ加工とロウ付け
 |
 |
様々な形状に曲げたパイプを銀ロウ付けしています。